The global phone case market is expected to exceed $13 billion by 2028, with dual-layer phone cases leading demand across B2B procurement. Known for their 2-in-1 hybrid protection, these cases combine rigid outer shells with shock-absorbing inner layers to deliver superior durability.
For e-commerce brands, telecom distributors, and OEM/ODM buyers, understanding how hybrid phone cases are engineered—and what differentiates real protection from marketing claims—is critical. This guide covers the material science, testing standards, manufacturing processes, and sourcing insights you need to make informed, scalable decisions.
What Is a Dual-Layer Phone Case?
Table of Contents
ToggleA dual-layer phone case (also known as a 2-in-1 phone case or hybrid phone case) is a protective case designed with two distinct material layers to improve durability and impact resistance. Unlike single-layer cases, it separates protection into two functions: a shock-absorbing inner layer (typically TPU or silicone) and a rigid outer shell (usually polycarbonate) that provides structural strength.
This dual-layer construction helps disperse impact energy more effectively, making hybrid phone cases a preferred choice for users and bulk buyers seeking enhanced device protection.
Inner Layer vs. Outer Shell: How Dual-Layer Phone Cases Work
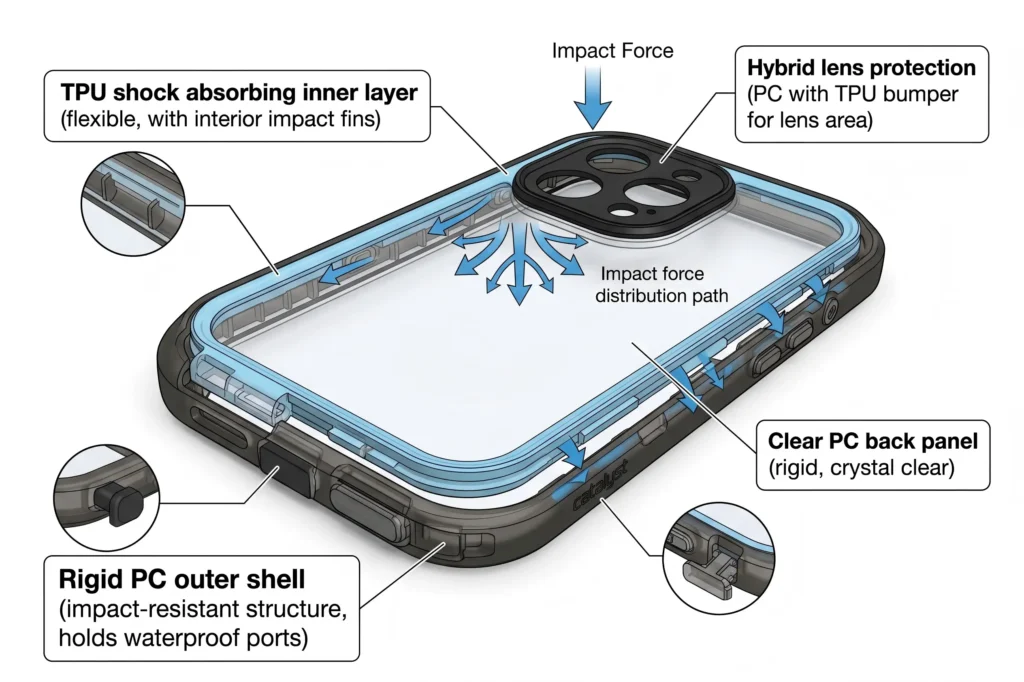
The performance of a dual-layer phone case (or hybrid phone case) comes from two materials working together to deliver both shock absorption and structural strength:
Inner Layer — TPU (Thermoplastic Polyurethane)
The inner layer is a soft, flexible liner that acts as the primary shock absorber. TPU is an elastomeric material with high elasticity (elongation at break typically 400–600%), allowing it to absorb and disperse impact energy during drops.
Many designs also include reinforced corner structures, air pockets, or honeycomb patterns to reduce impact force further and prevent damage to the device.
Outer Shell — Polycarbonate (PC)
The outer shell is a rigid layer that provides structural support and scratch resistance. Polycarbonate is known for its high impact strength (around 600–850 J/m), making it ideal for thin yet durable protective cases.
It stabilizes the case during impact and prevents the inner TPU layer from over-compressing under pressure.
Why TPU + PC Is the Industry Standard
The combination of TPU and polycarbonate is widely used in double-layer protection cases because it separates two critical functions:
- Impact absorption (TPU inner layer)
- Structural rigidity (PC outer shell)
This dual-material design improves drop protection, durability, and long-term performance—making it the preferred solution for both consumers and B2B buyers.
Dual-Layer vs. Single-Layer Phone Cases: Key Differences
A dual-layer phone case (also called a hybrid phone case) offers significantly better protection than single-layer designs by combining shock absorption with structural support.
Single-Layer TPU Cases
A TPU phone case is flexible and provides basic drop protection. However, it lacks the rigidity needed to prevent corner damage or maintain its shape after repeated impacts.
Single-Layer PC Cases
A polycarbonate (PC) phone case is rigid and scratch-resistant, but it does not absorb shock effectively. Instead, impact force is transferred directly to the device, increasing the risk of damage.
Why Dual-Layer Cases Perform Better
A dual-layer (TPU + PC) design solves both limitations by combining:
- Shock absorption from the TPU inner layer
- Structural strength from the PC outer shell
In drop tests from around 1.5 meters onto hard surfaces, hybrid phone cases consistently outperform single-layer cases by distributing impact force across both layers and reducing stress concentration on the device.
Why It Matters for Brands and Buyers
For brands targeting the mid-to-premium phone case market, dual-layer protection provides a clear performance advantage. This translates into stronger product positioning, higher perceived value, and better customer trust.

Key Features of Dual-Layer Protection Cases
Shock Absorption and Impact Resistance
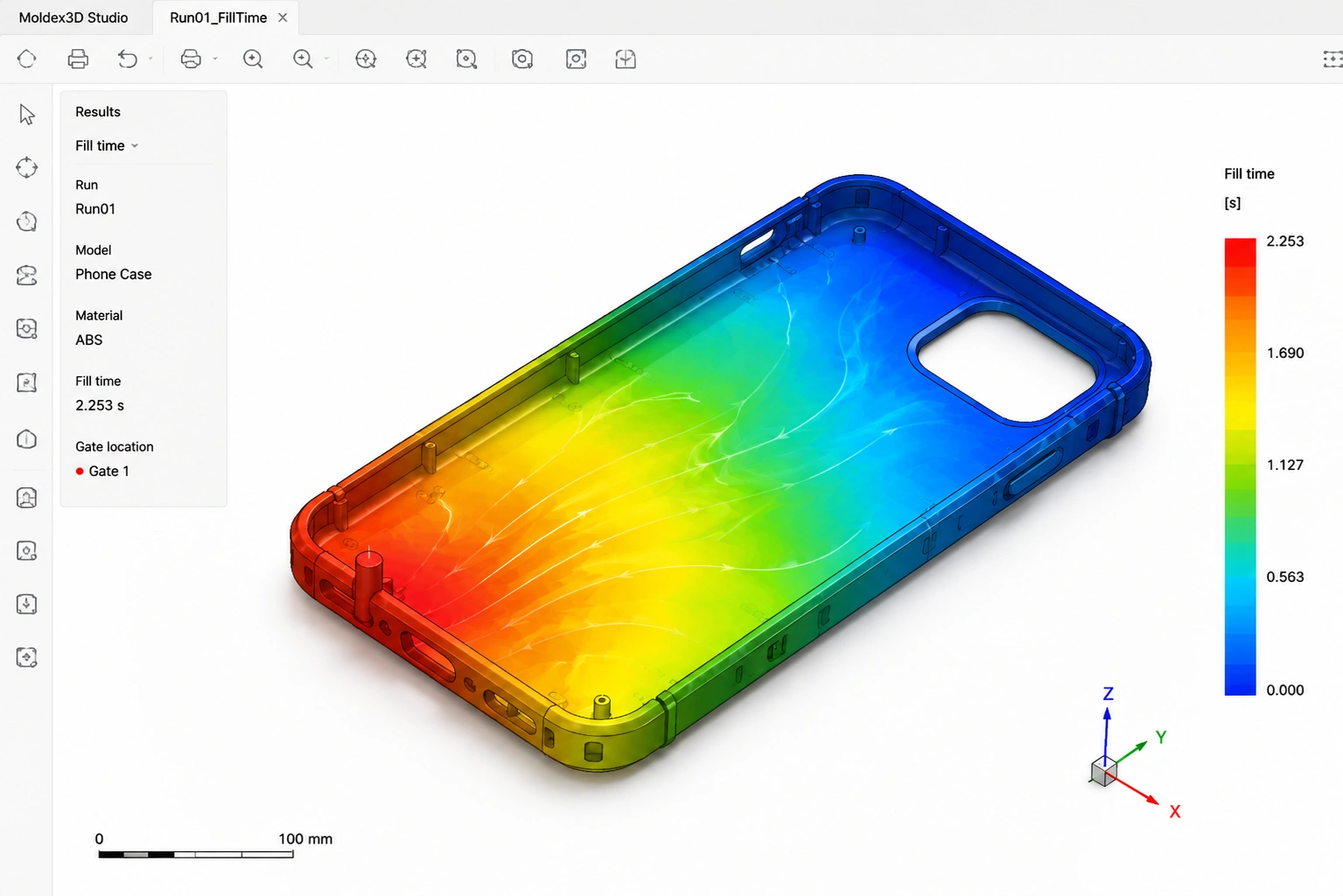
The multi-layer structure of a shockproof phone case operates through sequential energy management:
- The rigid PC outer shell receives the initial impact and distributes the load laterally across the case surface.
- The force transfers to the TPU inner layer, where the elastomeric network undergoes viscoelastic deformation — absorbing and dissipating the remaining kinetic energy before it reaches the device chassis.
- Corner-zone TPU thickening — typically 2.0–3.0mm at corners vs. 1.2–1.5mm on flat surfaces — provides targeted reinforcement where over 70% of real-world drops make contact.
Some advanced impact-resistant phone case designs incorporate dedicated air-cushion cells at the four corners for maximum energy dispersion.
Raised Bezels: The Screen and Camera Defense System
Raised bezels — or raised edges — are structural lips that extend 0.5–1.0mm above the device’s screen and camera module surfaces. When the phone lands face down, these raised edges make first contact with the surface, creating a physical gap that prevents direct glass-to-surface impact.
For camera protection, a raised camera ring is increasingly non-negotiable in premium SKUs. With modern multi-lens arrays protruding 3–5mm from the device body, the outer shell geometry must overhang the lens module precisely — without obstructing the field of view.

Scratch Resistance and Long-Term Durability
The polycarbonate outer layer provides:
- 3H surface hardness (pencil scale) for everyday scratch resistance
- Protection against keys, coins, and abrasive contact
For premium cases, manufacturers often apply:
- UV coating or hard-coat finish
- Upgraded hardness to 4H–5H
- Improved resistance to wear and discoloration
The TPU inner layer ensures long-term usability:
- Maintains elasticity under repeated stress
- Resists deformation from frequent installation/removal
- Enhances product lifespan across commercial cycles
Pro Tip: When briefing a supplier on scratch resistance specs, request UV coating as a standard finish on all PC outer shells. The per-unit cost delta is minimal — typically $0.05–$0.12 — but it significantly reduces field return rates driven by surface scuffing complaints.
Slim Profile vs. Rugged Protection
A major differentiation in the hybrid phone case market is the balance between thickness and protection level.
Slim Protective Cases
- Total thickness: 10–12mm
- Lightweight and pocket-friendly
- Ideal for everyday consumer use
Rugged Phone Cases
- Total thickness: 14–16mm
- Features may include:
- Reinforced corner bumpers
- Internal shock-absorbing structures
- Port covers for dust protection
Materials Used in Hybrid Phone Cases: TPU + PC Explained
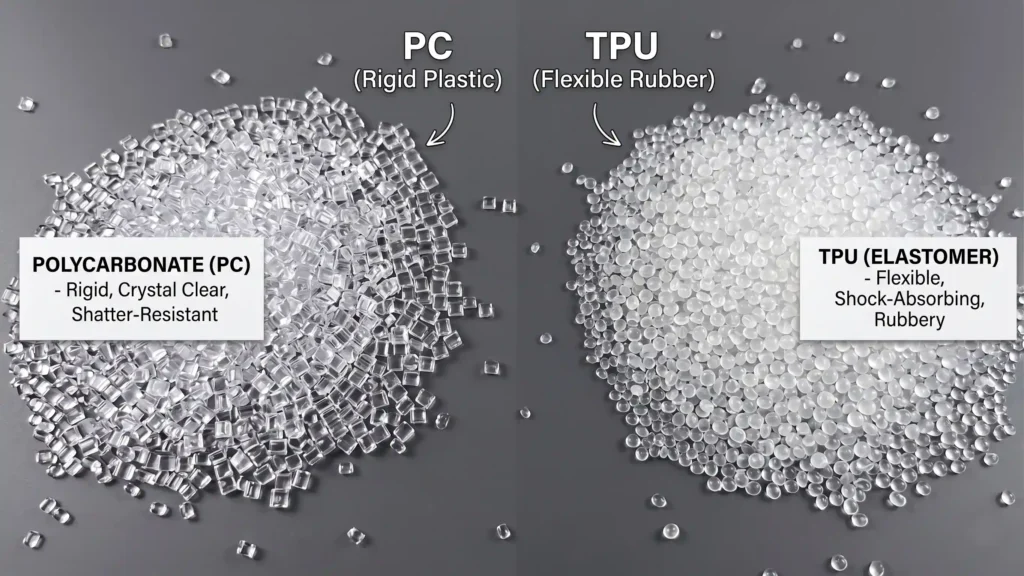
Why TPU Is Ideal for Shock Absorption
TPU (Thermoplastic Polyurethane) is widely used in the inner layer of hybrid phone cases due to its excellent energy-dissipation properties and design flexibility.
Adjustable Hardness for Protection Engineering
One of TPU’s key advantages is its tunable mechanical performance:
- Typical Shore A hardness range: 70A–95A
- Enables precise control of softness vs. resilience
- Allows customization based on drop protection requirements
Lower hardness TPU improves shock absorption, while higher hardness TPU enhances structural stability and shape retention.
Strong Adhesion in Overmolding
TPU performs exceptionally well in Overmolding processes:
- Bonds directly with polycarbonate (PC) without adhesives
- Eliminates risks of layer separation or delamination
- Improves long-term durability under repeated impact stress
This seamless integration is a major reason TPU + PC construction dominates premium hybrid phone case manufacturing.
The Structural Advantages of a Polycarbonate Outer Shell
PC’s value as a hard shell material extends well beyond impact strength:
- Dimensional stability across a wide temperature range (-40°C to +120°C), suitable for markets with extreme climate variation
- Surface treatment compatibility — UV printing, hydro-dipping, electroplating, and matte texture finishes all adhere reliably to PC
- Glass fiber reinforcement (10–30% loading) available for rugged-tier products requiring additional rigidity
Each of these properties directly expands your customization and market positioning options.
BPA-Free Materials and Compliance Requirements
For brands selling into North American and European markets, material compliance is a procurement prerequisite — not a secondary concern.
All TPU and PC materials used in consumer phone cases must meet:
- BPA-free composition standards
- REACH regulations restricting SVHCs (Substances of Very High Concern)
- California Prop 65 requirements
- RoHS directives where electronic components are integrated
Reputable manufacturers maintain MSDS documentation for all polymers used in production and provide third-party testing certificates from accredited labs — SGS, Intertek, or TÜV Rheinland — on request. This documentation is essential for retail channel compliance and brand liability management.
Drop Protection & Military-Grade Testing Standards for Phone Cases
Drop protection is one of the most important selling points for a dual-layer phone case. However, terms like “military-grade protection” are often misunderstood or misused in the market.
What MIL-STD-810G (and 810H) Really Means
MIL-STD-810G—now updated to MIL-STD-810H—is a U.S. military testing standard covering environmental durability, including:
- Temperature resistance
- Humidity exposure
- Vibration and shock
- Altitude simulation
For phone cases, the relevant test is:
- Method 516.8 (Shock / Drop Testing)
Important Limitation: The standard does NOT define a fixed drop height for phone cases.
Instead:
- Manufacturers create their own test protocols
- Certification is often self-declared
- The label “military-grade” depends on test transparency, not just compliance claims
Key takeaway: The value of a military-grade phone case depends entirely on how rigorous and well-documented the testing process is.
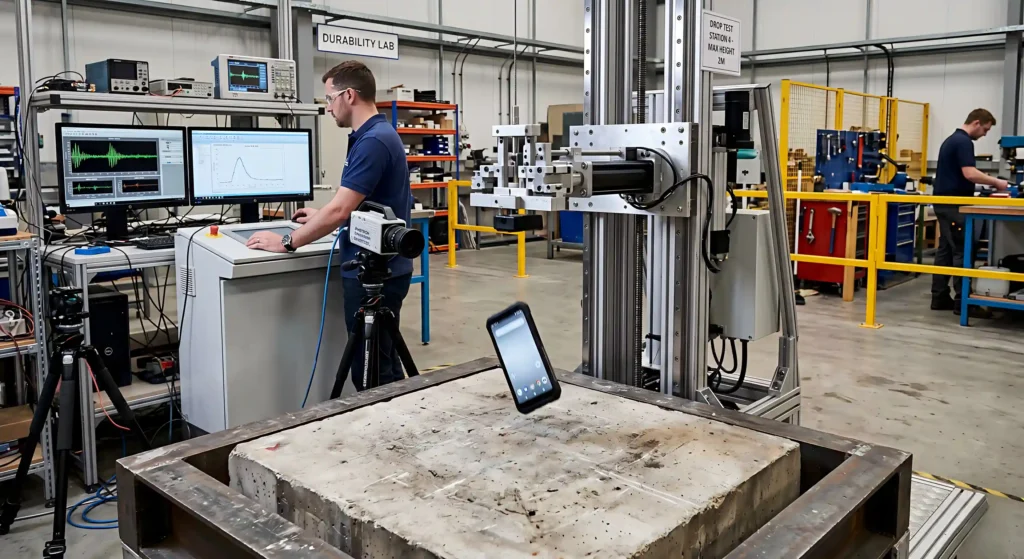
What Legitimate Drop Testing Looks Like
When evaluating a supplier’s military-grade phone case claims, demand specifics — not badges. Genuine drop testing documentation should specify:
- Drop height: Minimum 1.2m (4 feet) for standard certification; up to 1.8m (6 feet) for premium rugged claims
- Number of drops: Minimum 26 drops across all faces, edges, and corners per MIL-STD-810G Method 516.8
- Impact surface: Concrete or steel plate — not foam or carpet
- Temperature conditioning: Pre-conditioned at ambient, elevated, and low temperatures to simulate real-world use environments
Pro Tip: Always request the actual third-party lab test report — not a marketing badge or self-issued certificate. Any credible OEM phone case supplier operating at scale will have documented results from an accredited testing body on file and available on request.
Factory-Level Durability Testing: What the Best Suppliers Do
Beyond drop testing, rigorous factory-level durability testing for dual-layer cases includes:
- Tensile and tear testing of TPU-PC bond strength at the over-molded interface
- UV aging tests to assess color stability and surface degradation over simulated product lifespan
- Dimensional tolerance checks via CMM (coordinate measuring machine) to verify precision cutout alignment within ±0.1mm
- Button actuation cycle testing — typically 10,000+ cycles — to confirm side-key responsiveness over product lifetime
Functional Design Considerations for Hybrid Phone Cases
Precision Cutouts: The Key to Product Quality
Precision cutouts are one of the most important indicators of phone case quality. Poor alignment directly impacts user experience and increases return rates.
- Standard tolerance: ±0.1–0.2mm
- High-precision areas: up to ±0.05mm
- Covers ports, buttons, speakers, and camera openings
High-quality manufacturers use device-specific tooling, not universal molds. Leading OEM factories update tooling within 2–4 weeks after new device launches, ensuring fast market readiness.
Poor tolerances lead to misalignment, button failure, and negative customer feedback.
Wireless Charging Compatibility: Key Design Limits
Wireless charging phone cases must balance protection with charging efficiency.
- Qi charging works reliably through cases up to 3.0mm thickness
- Avoid metal components over the charging coil (e.g., kickstands, electroplating)
- MagSafe-compatible cases require an integrated magnetic ring built into the mold
Proper internal structure design is essential for stable charging performance and OEM compliance.
Anti-Drop and Anti-Slip Texture Design
Surface texture directly affects grip performance and product positioning in the protective phone case market.
Common design approaches include:
- Matte TPU side rails for improved grip and anti-slip performance
- Textured PC backs (carbon fiber or brushed finish) for premium aesthetics
- Micro-grip patterns (dots or lines) for functional drop resistance
Good texture design improves both usability and perceived product value.
Why Dual-Layer Cases Are Ideal for Wholesale & Bulk Orders
Market Demand Is Structural, Not Temporary
Search volume data and Amazon BSR analysis consistently place shockproof phone cases and anti-drop phone cases among the top-performing subcategories in phone accessories. The driver is structural: with global smartphone average selling prices now exceeding $450, consumers are actively investing in premium protection.
This shifts the addressable market for dual-layer products from a niche to a mainstream procurement category.
The Wholesale Advantages of Dual-Layer SKUs
For wholesale phone cases buyers, dual-layer cases offer concrete procurement advantages that single-layer formats cannot match:
- High repeat purchase rate driven by device upgrade cycles and gifting occasions
- SKU scalability — a single dual-layer design differentiates across dozens of colorways with minimal tooling change
- Cross-platform compatibility — flagship model coverage (iPhone, Samsung Galaxy, Google Pixel) drives volume; mid-tier model coverage expands catalog depth
- Strong digital presentation — the visible two-tone construction photographs well and communicates protection value without additional copywriting
Bulk order phone cases typically unlock tiered pricing at 500, 1,000, and 5,000+ unit thresholds, with per-unit reductions that support both DTC and retail margin structures.
Customization Options for Private Label Programs
Private label phone cases built on a dual-layer platform offer brand owners extensive differentiation without requiring ground-up product development:
- Color customization: TPU and PC layers are independently colored — a translucent PC shell over a colored TPU inner creates a distinctive layered visual effect with no tooling change
- Logo application: Pad printing, UV printing, laser engraving, and
In-mold labeling (IML) supports brand mark integration at commercially viable MOQs
- Packaging customization: Retail-ready clamshell, kraft-paper sleeve, or premium rigid box packaging can be specified at ODM-appropriate quantities
Dual-Layer Phone Cases Manufacturing Process
How Dual-Layer Phone Cases Are Made
Manufacturing a high-quality TPU + PC phone case relies on precision overmolding. Here is the streamlined process:
Step 1: PC Shell Injection The rigid polycarbonate (PC) outer shell is molded at 280–320°C. We maintain strict tolerances of ±0.05mm to ensure a perfect fit for buttons and camera lenses.
Step 2: TPU Over-Molding The PC shell is placed into a secondary mold where flexible TPU is injected. This creates a permanent thermal bond that eliminates the need for adhesives and prevents the layers from peeling over time.
Step 3: Finishing & QC Cases receive surface treatments (UV or matte coatings) and branding before undergoing a final quality inspection.
Pro Tip: Avoid suppliers using adhesive bonding. Only overmolding ensures long-term durability and prevents delamination after repeated installation and removal.
Common Applications & Target Markets
E-commerce and Retail Brands
Amazon FBA sellers, Shopify DTC brands, and omnichannel retailers represent the largest volume buyers of dual-layer cases. The category’s strong search demand, high average order value, and positive review dynamics make it a reliable catalog anchor for accessory brands.
Corporate Bulk Procurement
Enterprises deploying managed device fleets — particularly in field service, logistics, and healthcare — specify dual-layer cases for their device protection ROI. A $20 case that prevents one $800 screen repair pays for itself across hundreds of deployments. Procurement teams in this segment prioritize consistent quality, rapid reorder fulfillment, and supplier compliance documentation.
Telecom & Accessory Distributors
Carrier retail channels and specialty accessory distributors require certified protection claims, retail-ready packaging, and planogram-compatible SKU structures. Dual-layer cases with documented drop test credentials are well-positioned for these channels.
FAQ
Are dual-layer phone cases really better for drop protection?
Yes — empirically and consistently. The two-material architecture distributes and absorbs impact energy more effectively than any single-polymer construction. Independent drop testing data from third-party labs supports a meaningful performance advantage at standard consumer drop heights (1.2–1.5m).
What is the difference between a hybrid case and a rugged phone case?
A hybrid phone case uses TPU + PC dual-layer construction optimized for everyday consumer use. A rugged case adds additional structural protection layers, port covers, and often a built-in screen protector, targeting industrial or high-abuse environments at the cost of increased bulk.
Do TPU + PC phone cases support wireless charging?
Yes, in most configurations. As long as the back panel thickness remains under 3.0mm and no metallic elements are present directly over the charging coil area, Qi wireless charging is fully compatible. MagSafe compatibility requires an additional magnetic alignment component.
Can I order dual-layer phone cases in bulk with custom branding?
Yes. Most OEM/ODM manufacturers support full private label programs, including color customization, logo application (UV print, laser engraving, IMD), and custom packaging. ODM programs typically start at 300–500 units; OEM programs with dedicated tooling start at 500–1,000 units, depending on model complexity.
What is the MOQ for OEM/ODM phone case manufacturing?
ODM programs (factory-owned designs with your branding): 300–500 units per SKU. OEM programs (your proprietary design, dedicated tooling): 500–1,000 units minimum, with tooling investment typically ranging from $800–$2,500 per mold depending on complexity.
Conclusion
Dual-layer phone cases remain one of the most practical solutions in today’s market. By combining TPU and PC, they deliver a reliable balance of protection, durability, and slim design — making them a proven choice across both retail and wholesale channels.
For B2B buyers, they are also easy to scale. The structure supports flexible customization and works across multiple device models, which makes it well-suited for OEM and private label programs.
If you’re planning to develop or expand your product line, dual-layer cases offer a solid, low-risk starting point. And when you’re ready to move into production, you can work with YG to develop samples and scale into full dual-layer phone case manufacturing.