Wall thickness can make or break an injection-molded part.
If it is too thin, the part may be weak or hard to fill. If it is too thick, you may face sink marks, warping, longer cooling time, and higher cost.
This guide explains how to choose the right injection molding wall thickness, with a material chart and practical design tips for custom molded components.
What Is Injection Molding Wall Thickness?
Table of Contents
ToggleInjection molding wall thickness is the thickness of the plastic walls in a molded part. It affects how plastic fills, cools, shrinks, and keeps its final shape.
Wall thickness is more than a size measurement. It affects moldability, part strength, cycle time, defect rate, and production cost.
Recommended Wall Thickness for Injection Molding
Recommended wall thickness for injection molding depends on material, part size, structure, and performance requirements. Most plastic parts do not need very thick walls.
The chart below gives common starting ranges. Final thickness should still be checked against flow length, strength, cosmetics, cooling, and mold design.
Injection Molding Wall Thickness Chart by Material
| Material | Common Wall Thickness Range | Common Applications |
|---|---|---|
| ABS | 1.2–3.5 mm | Housings, brackets, covers |
| PC | 1.0–3.0 mm | Clear parts, phone cases, enclosures |
| PP | 0.8–3.0 mm | Caps, containers, living hinges |
| PE | 0.8–3.0 mm | Covers, caps, containers |
| Nylon / PA | 0.8–3.0 mm | Clips, gears, brackets |
| TPU / TPE | 1.0–3.0 mm | Bumpers, grips, protective cases |
| Silicone-like elastomer | 1.5–4.0 mm | Seals, buttons, soft covers |
| Acrylic / PMMA | 1.0–4.0 mm | Clear windows, covers |
ABS and PC are common in electronic housings, protective cases, like phone cases, and custom molded components where strength, appearance, and fit matter.
Minimum Wall Thickness vs Recommended Wall Thickness
The injection molding minimum wall thickness is the thinnest wall a material can form under certain molding conditions. It is a technical lower limit, not the best choice for every part.
A part may be moldable at the minimum wall thickness, but that does not mean it is ready for stable production. Thin walls reduce the room for process variation.
Recommended wall thickness is more useful for big projects because it gives you a safer range for strength, appearance, cooling, and repeatable mass production.
Why Uniform Wall Thickness Is So Important
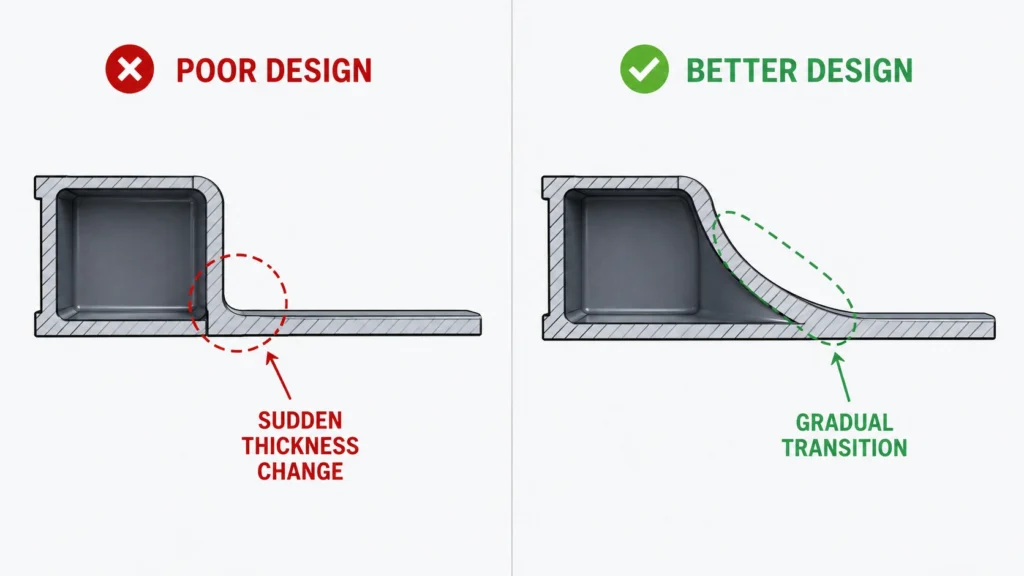
Uniform wall thickness is one of the most important best practices in injection molding. It does not mean every section must have the same thickness. It means the design should avoid abrupt transitions from thick to thin areas.
When wall thickness changes too quickly, plastic flow and cooling become less stable. Thick areas stay hot longer, while thin areas cool faster. This can create uneven shrinkage, internal stress, warping, and visible surface defects.
A better approach is to use gradual transitions. If one area needs more strength, ribs, rounded corners, or structural supports are usually better than making the entire wall thicker.
How Uneven Wall Thickness Affects Flow and Cooling
Uneven wall thickness changes how plastic flows inside the mold. Molten plastic usually moves more easily through thicker sections because they stay hotter and offer less flow resistance.
Thin sections cool faster. If they cool too early, the material may slow down or stop before the cavity is filled. This can lead to short shots, weak edges, flow marks, or incomplete details.
When thick and thin areas sit next to each other, the thick area shrinks more slowly while the thin area locks into shape sooner. This can cause local shrinkage, warping, and dimensional variation.
Common Defects Caused by Poor Wall Thickness
Poor injection molding wall thickness can cause injection molding defects that affect both function and appearance. These problems often appear after tooling or sampling starts, making them more expensive to fix.
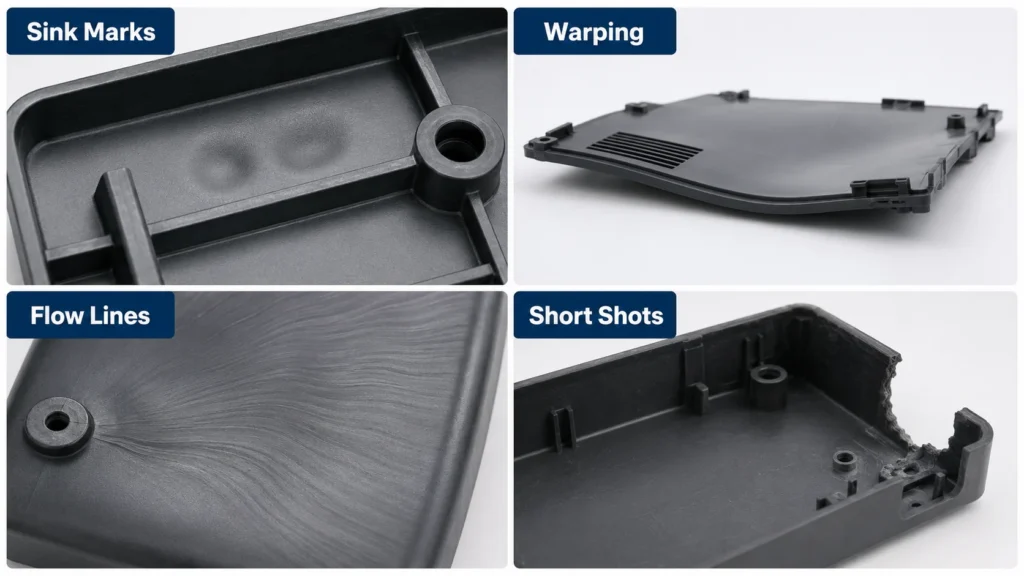
Sink Marks
Sink marks are small depressions on the surface of an injection-molded part. They usually appear when a thick wall section cools more slowly than the surrounding thinner areas.
As the inner material keeps shrinking, the outer surface is pulled inward. This creates visible dents around ribs, bosses, reinforced corners, logos, and other thick sections.
Sink marks are a bigger concern on cosmetic surfaces. Clear cases, glossy covers, smooth electronic housings, and logo areas can make even small defects easy to see.
To reduce sink marks, avoid making local sections too thick. Use ribs, hollow structures, gradual transitions, and proper wall thickness design instead of adding solid plastic where strength is needed.
Warping
Warping happens when different areas of a molded part shrink at different rates. Uneven injection molding wall thickness is one common cause.
For phone cases and protective covers, warping can cause a poor fit. The case may not snap on correctly, buttons may feel misaligned, or the camera opening may shift.
To reduce warping, keep wall thickness consistent and avoid sudden thick-to-thin changes. Rib design, smooth transitions, and early DFM review can help keep the part stable.
Flow Lines and Short Shots
Flow lines are visible streaks or patterns on the surface of a molded part. They often appear when molten plastic cools unevenly or slows down through thin sections, long flow paths, or sudden wall thickness changes.
Short shots happen when the plastic does not fill the mold cavity. This is more likely when the wall is too thin, the flow path is too long, or the material loses heat too early.
To reduce these defects, review the injection molding minimum wall thickness, gate location, material flow, wall transitions, and part geometry during the DFM stage.
Injection Molding Wall Thickness Design Guidelines
A good wall thickness design reduces molding risk before the mold is made. The following injection molding guidelines are practical rules for product design, DFM review, and supplier communication.
Keep Wall Thickness as Consistent as Possible
Keep wall thickness as consistent as the part design allows. Uniform wall thickness helps plastic flow through the mold with fewer pressure changes and cools at a more stable rate.
This does not mean every area must be the same thickness. Some features need extra strength, support, or flexibility. When thickness changes are necessary, use gradual transitions instead of sudden steps.
Use Ribs Instead of Simply Making Walls Thicker
When a part needs more strength, making the whole wall thicker is not always the best solution. Thick walls use more material, cool more slowly, and can increase the risk of sink marks.
Ribs add support without turning the part into a solid block of plastic. They improve stiffness while keeping the main wall consistent. This is useful for housings, reinforced covers, rugged phone case corners, and protective shells.
Avoid Sharp Internal Corners
Sharp internal corners can interrupt material flow and create stress points inside the molded part. Adding proper radii helps plastic move more smoothly through the cavity and reduces stress concentration.
Add Proper Draft Angles
Draft angle affects how easily a molded part can be ejected from the mold. Without enough draft, the part may drag against the mold surface and cause scratches, stress marks, or deformation.
Design Bosses and Ribs With the Right Thickness Ratio
Bosses and ribs are useful for adding strength, support, and assembly points. If they are too thick, the extra plastic can create sink marks on the outside surface.
If they are too thin, screw posts may crack, ribs may deform, and support features may fail during assembly or use.
How to Choose the Right Wall Thickness for Your Part
The right wall thickness depends on more than a material chart. You also need to consider function, appearance, strength, volume, and cost.
Material selection should come first. ABS, PC, TPU, PP, and TPE all behave differently in flow, flexibility, shrinkage, and impact resistance.
A TPU bumper, a PC clear case, and a hybrid protective case should not use the same wall thickness strategy. Each product needs a different balance of strength, flexibility, fit, and molding stability.
Wall thickness design should also match assembly and appearance requirements. Poor wall thickness can affect snap-fit performance, button feel, screw posts, camera openings, edge alignment, and visible surface quality.
Low Volume Plastic Injection Molding vs Mass Production
Low-volume plastic injection molding is useful for testing a design, checking fit, and validating early samples. But a part that works in a small trial run is not always ready for stable mass production.
Mass production needs a wider process window. Injection molding wall thickness must support repeatable filling, stable cooling, controlled cycle time, and a low defect rate across thousands or millions of parts.
Why DFM Review Matters Before Tooling
DFM review should happen before mold making starts. At this stage, the manufacturer checks whether the part can be molded consistently, not just whether the 3D model looks correct.
For injection molding wall thickness, DFM helps identify thin sections, thick material buildup, sharp transitions, and areas that may cause sink marks, warping, or filling issues.
An injection molding manufacturer also checks gate location, cooling balance, cosmetic surfaces, snap-fit points, screw posts, button areas, camera openings, corners, and internal supports.
FAQ
What is a standard wall thickness for injection molding?
There is no single standard wall thickness for all molded parts. Many plastic parts start around 1.0–4.0 mm, but the final value depends on material, structure, flow length, and DFM review.
What is the minimum injection molding wall thickness?
The injection molding minimum wall thickness is the thinnest wall a material can form under specific molding conditions. It is only a lower limit, not the best choice for production.
What is the minimum wall thickness for ABS?
The minimum wall thickness for ABS is often around 1.0–1.2 mm as a general reference. Actual design depends on part function, flow path, ribs, cosmetic surfaces, and mold layout.
What is the recommended wall thickness for injection molding?
The recommended wall thickness for injection molding is a practical range for stable production. It gives the part enough room for filling, cooling, strength, and repeatability.
Conclution
Injection molding wall thickness is not about making a part as thin as possible or as thick as possible. It is about finding the right balance between material, structure, appearance, strength, cost, and production stability.
If your product involves phone cases, electronic housings, protective covers, or custom plastic components, review the wall thickness before tooling starts.
Need help checking your design for injection molding? Contact YG to discuss your project and get professional DFM feedback before production.